เทคนิคการเชื่อมเหล็กอย่างง่าย

” การเชื่อม เป็นกระบวนการที่ใช้สำหรับวัสดุโลหะ ปกติเเล้วจะใช้วิธีทำให้หลอมละลายเพิ่มเพิ่มเนื้อของโลหะลงไปวัสดุเมื่อถูกการหลอมละลายเเล้ว เมื่อเย็นตัวลงเเล้วจะมีความเเข็งเเรง บางครั้งใช้แรงดันร่วมกับความร้อน หรืออย่างเดียว เพื่อให้เกิดรอยเชื่อม ซึ่งแตกต่างกับการบัดกรีอ่อน และการบัดกรีแข็ง ซึ่งไม่มีการหลอมละลายของชิ้นงาน มีแหล่งพลังงานหลายอย่างสำหรับนำมาใช้ในการเชื่อม เช่น การใช้เปลวไฟแก๊สอ็อกซิเจน, การอาร์กโดยใช้กระแสไฟฟ้า, ลำแสงเลเซอร์, การใช้อิเล็คตรอนบีม, การเสียดสี, การใช้คลื่นเสียง เป็นต้น “
- การเชื่อมอาร์ค
 เครื่องเชื่อมไฟฟ้า FALCON รุ่น MAX ARC 200AF (Auto VRD)
เครื่องเชื่อมไฟฟ้า FALCON รุ่น MAX ARC 200AF (Auto VRD)
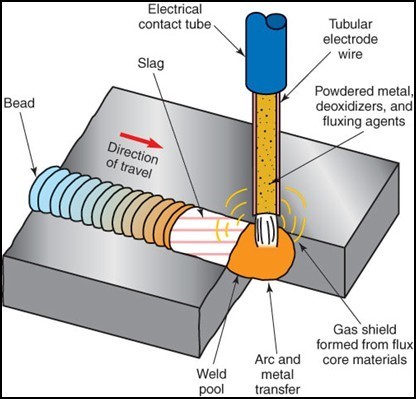
การเชื่อมอาร์ค เป็นกระบวนการเชื่อมที่ใช้แหล่งจ่ายกระแสไฟฟ้าในการสร้างอาร์คระหว่างอิเล็กโทรดกับชิ้นงานโลหะที่จะเชื่อม กระบวนการเชื่อมอาร์คนี้สามารถแบ่งแยกย่อย ได้อีกหลายกระบวนการ ซึ่งแต่ละกระบวนการมีลักษณะแตกต่างกัน เช่น การกระแสไฟฟ้าที่ใช้มีการใช้ทั้งกระแสตรงและกระแสสลับ อิเล็กโทรดที่ใช้มีทั้งแบบสิ้นเปลือง (หมดไปขณะเชื่อม) และไม่สิ้นเปลือง (ไม่หมดไปขณะเชื่อม) แนวเชื่อมอาจมีการปกคลุมด้วยแก๊สปกคลุม ที่มีคุณสมบัติเฉื่อยหรือกึ่งเฉื่อย หรืออาจปกคลุมด้วยวัสดุอื่นๆ เช่นแสลกและฟลักซ์ ซึ่งตัวอย่างกระบวนการเชื่อมอาร์คที่เป็นที่รู้จักกันทั่วไป
การเริ่มต้นอาร์ค
การเริ่มต้นฝึกหัดเชื่อมจะเริ่มต้นจากการอาร์คก่อน การอาร์ค คือ ระยะห่างระหว่างปลายลวดเชื่อมกับผิวโลหะงาน ซึ่งเป็นระยะพอดีที่จะทาให้การอาร์คเป็นไปอย่างต่อเนื่อง การเริ่มต้นอาร์ค มี 2 วิธีคือวิธีการขีดและวิธีการเคาะ
วิธีการขีด เป็นการบังคับให้ลวดเชื่อมสัมผัสกับโลหะงานโดยการขีดออกข้าง ๆ จนเกิดการอาร์ค แล้วยกลวดเชื่อมขึ้นเล็กน้อยจนได้ระยะอาร์คที่ต้องการคือประมาณ 1/8 นิ้ว
วิธีการเคาะ เป็นการบังคับให้ลวดเชื่อมกระแทรกลงไปในแนวดิ่งจนสัมผัสกับโลหะงานแล้วยกขึ้น-ลง จนเกิดการอาร์ค ตามที่ต้องการ

ตำแหน่งท่าเชื่อมไฟฟ้า
ในการเชื่อมไฟฟ้าจะมีท่าเชื่อมในลักษณะต่าง ๆ ดังนี้
1. การเชื่อมต่อเกยในท่าราบ การเชื่อมต่อเกยท่าราบเป็นแบบของรอยต่อที่นิยมใช้กันมากในงานอุตสาหกรรม ด้านต่าง ๆ จัดเป็นรอยต่อที่ประหยัด ไม่เสียเวลาในการเตรียมงาน รอยต่อเกยจะมีความแข็งแรงสูงสุดเมื่อเชื่อมรอยต่อทั้งสองด้าน ในการเชื่อมจะต้องไม่ใช้กระแสไฟสูงเกินไป มุมของลวดเชื่อมในขณะเชื่อมประมาณ 45 – 60 องศา การเคลื่อนไหวลวดเชื่อมจะเป็นลักษณะเดินหน้า ถอยหลัง ไปตามแนวเชื่อม การเคลื่อนไหวลวดเชื่อมเช่นนี้จะเป็นการอุ่นโลหะงานให้ร้อนล่วงหน้าก่อนที่จะเชื่อมไปถึง ซึ่งจะทำให้รอยเชื่อมนูนสมบูรณ์ และป้องกันไม่ให้สแลคหลอมเหลวไหลล้ำหน้ารอยเชื่อม
2. การเชื่อมรอยต่อชนท่าราบ รอยต่อชนท่าราบเป็นรอยต่อที่ใช้กันมากสำหรับการต่อโลหะงานทั่วไป โลหะงานซึ่งหนาเกิน ¼ นิ้ว เมื่อทำการเชื่อมรอยต่อทั้งสองด้านแล้วจะเป็นรอยต่อที่มีประสิทธิภาพสูงมาก การที่จะให้รอยเชื่อมมีความแข็งแรงมากหรือน้อยขึ้นอยู่กับขนาดของการซึมลึกของรอยเชื่อม ขนาดของการซึมลึกจะขึ้นอยู่กับขนาดของลวดเชื่อมและกระแสที่ใช้ในการเชื่อม สาหรับงานที่มีความหนา 3/16 นิ้ว เมื่อเชื่อมรอยต่อเพียงด้านเดียว รอยต่อจะเว้นระยะไว้เสมอ การเชื่อมรอยต่อชนท่าราบจะต้องปรับกระแสให้เหมาะกับลวดเชื่อม ขณะเชื่อมลวดเชื่อมจะต้องเอียงไปข้างหน้า 10 – 20 องศาตามทิศทางที่ลวดเชื่อมเคลื่อนที่ไป
3. การเชื่อมรอยต่อรูปตัวทีในท่าราบ การเชื่อมรอยต่อชนรูปตัวที จะต้องปรับกระแสไฟให้สูงพอที่จะทำให้โลหะหลอมเหลวจนไหลได้ง่าย เพื่อทำให้เกิดการซึมลึกลงไปจนถึงส่วนล่างสุดของรอยต่อ การบังคับลวดเชื่อมไปยังมุมของรอยต่อ ต้องชี้อยู่บนโลหะแผ่นตั้งมากกว่าแผ่นนอน พร้อมกับเอียงลวดเชื่อมไปข้างหน้าประมาณ 30 – 40 องศา พยายามเคลื่อนลวดเชื่อมด้วยความเร็วสม่ำเสมอ และมีการเดินหน้าถอยหลังในระยะสั้น เพื่อเป็นการอุ่นงานส่วนล่างสุดของรอยต่อ และยังป้องกันสแลคหลอมเหลวล้าหน้ารอยเชื่อม
4. การเชื่อมในท่าขนานนอน การเชื่อมรอยต่อแบบต่าง ๆ ในท่าขนานนอน การบังคับลวดเชื่อม จะต้องบังคับให้ลวดเชื่อมชี้ขึ้นเป็นมุม 20 องศา
เพื่อใช้แรงผลักดันจากการอาร์ค ช่วยพยุงให้โลหะที่หลอมเหลวในแอ่งไหลลงมาไหลย้อนขึ้นไปกับรอยเชื่อม นอกจากนี้จะต้องเอียงลวดเชื่อมเป็นมุม 20 องศาในทิศทางการเคลื่อนที่ของลวดเชื่อมด้วย เช่นเดียวกับการเชื่อมในท่าราบ
5. การเชื่อมในท่าตั้ง การฝึกหัดท่าเชื่อมลักษณะนี้แบ่งออกเป็น 2 วิธีคือ การเชื่อมขึ้น (Up Hill) และการเชื่อมลง (Down Hill) การเชื่อมขึ้น มีเทคนิคที่สาคัญ คือการบังคับให้ลวดเชื่อมตั้งฉากกับพื้นผิวโลหะงานและการเอียงลวดเชื่อมทำมุมชี้ขึ้นไม่เกิน 10 องศา การปรับกระแสควรปรับให้มีกระแสค่อนข้างสูงเสมอ ขณะทาการเชื่อมควรเคลื่อนไหวลวดเชื่อมเป็นแบบยกขึ้น แล้วลดต่าลงมาที่แอ่งโลหะหลอมเหลวเป็นระยะประมาณ 2 นิ้วแต่ระวังอย่าให้การอาร์คดับ
การเชื่อมลง จะต้องปรับกระแสให้เพิ่มขึ้น เอียงลวดเชื่อมทำมุมชี้ขึ้นประมาณ 15 – 20 องศา และบังคับลวดเชื่อมให้ตั้งฉากกับผิวหน้าของโลหะงาน ขณะเชื่อมควรใช้ระยะอาร์คสั้น ๆ เพราะตามปกติแล้วสแลค จะละลายไหลล้าหน้ารอยเชื่อม เมื่อเห็นว่าสแลค ไหลพยายามลดระยะอาร์คให้สั้นลง พร้อมกับเพิ่มความเร็วให้มากขึ้น ถ้าไม่ได้ผลให้เคาะสแลคออกทำความสะอาด แล้วเริ่มเชื่อมต่อไป
6. ท่าเชื่อมเหนือศีรษะ เป็นท่าเชื่อมที่ปฏิบัติยากที่สุด และเกิดอันตรายกับผู้ปฏิบัติมากที่สุดถ้าหากสวมชุดปฏิบัติงานไม่ถูกต้อง ที่สาคัญสำหรับการเชื่อมท่าเหนือศีรษะคือ การปรับขนาดของกระแสไฟต้องให้สูงไว้ และใช้ระยะอาร์คสั้น ๆ บังคับให้ลวดเชื่อมตั้งฉากกับพื้นผิวโลหะงาน และทำมุมเอียงประมาณไม่เกิน 10 องศา ตามทิศทางการที่ลวดเชื่อมเคลื่อนที่ไป การเคลื่อนที่ลวดเชื่อมจะเป็นลักษณะเดินหน้าถอยหลัง หรือเคลื่อนไหวลวดเชื่อมแบบส่าย